╣žūóŻ║
Ž·╩█╚╚Ž▀Ż║021-69593953 021-39547350

TAG▒ĻŪ®:
ČÓ╝Č▒├╬¼ą▐
į┌╦«▒├╝ņą▐═Ļ▒Žęį║¾Ż¼╬¬╩╣Ųõš²│Żį╦ąąŻ¼Š═▒žąļ▒Żųżį╦ū¬╩▒╦«▒├║═įŁČ»╗·Ą─ųß┤”ė┌═¼ę╗ų▒Ž▀╔ŽŻ¼ęį├Ō╦«▒├║═įŁČ»╗·ę“ųßųąą─Ą─╗źŽÓŲ½▓Ņįņ│╔ųß│ąį┌į╦ąąųąĄ─ČŅ═Ō╩▄┴”Ż¼Į°Č°ę²Ųųß═▀Ęó╚╚─ź╦║═įŁČ»╗·Ą─╣²Ė║║╔Ż¼╔§ų┴▓·╔·Šń┴ꚱȻȰ╩╣▒├ūķ═Żų╣į╦ąąĪŻ╦«▒├╝ņą▐║¾Ą─šęš²╩Ūį┌┴¬ųßŲ„╔ŽĮ°ąąĄ─ĪŻ┐¬╩╝╩▒Ž╚į┌┴¬ųßŲ„Ą─╦─ų▄ė├ŲĮ│▀▒╚ĮŽę╗Ž┬įŁČ»╗·║═╦«▒├Ą─┴ĮĖ÷┴¬ųßŲ„Ą─ŽÓČį╬╗ų├Ż¼šę│÷Ų½▓ŅĄ─ĘĮŽ“ęį║¾Ż¼Ž╚┤ų┬įĄžĄ„š¹╩╣┴¬ųßŲ„Ą─ųąą─ĮėĮ³Čįū╝Ż¼┴ĮĖ÷Č╦├µĮėĮ³ŲĮąąĪŻ═©│ŻŻ¼įŁČ»╗·╬¬ĄńČ»╗·╩▒Ż¼ė”ęįĄ„š¹Ąń╗·ĄžĮ┼Ą─ĄµŲ¼╬¬ų„└┤Ą„š¹┴¬ųßŲ„ųąą─Ż╗╚¶įŁČ»╗·╬¬Ų¹┬ų╗·Ż¼į“ęįĄ„š¹╦«▒├╬¬ų„└┤šęųąą─ĪŻį┌šęš²╣²│╠ųąŻ¼Ž╚Ą„š¹┴¬ųßŲ„Č╦├µĪó║¾Ą„š¹ųąą─▒╚ĮŽ╚▌ęū╩ĄŽųČįųą─┐Ą─ĪŻŽ┬├µŠ═Ęų▓Į└┤Į°ąąĮķ╔▄ĪŻ
1Īó▓Ō┴┐Ū░Ą─ū╝▒Ė
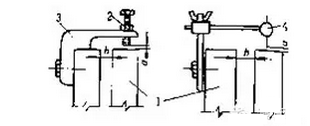
Ė∙Š▌┴¬ųßŲ„Ą─▓╗═¼ą╬╩ĮŻ¼└¹ė├╚¹│▀╗“░┘Ęų▒Ēų▒Įė▓Ō┴┐į▓ų▄╝õŽČα║═Č╦├µ╝õŽČbĪŻ
į┌▓Ō┴┐╣²│╠ųą╗╣ė”ūóęŌŻ║
(1) šęš²Ū░ė”Į½┴Į┴¬ųßŲ„ė├šęųąą─ū©ė├┬▌╦©┴¼Įė║├ĪŻ╚¶╩Ū╣╠Č©╩Į┴¬ųßŲ„Ż¼ė”Į½Č■š▀▓Õ║├ĪŻ
(2) ▓Ō┴┐╣²│╠ųąŻ¼ū¬ūėĄ─ųߎ“╬╗ų├ė”╩╝ųš▓╗▒õŻ¼ęį├Ōę“┼╠Č»ū¬ūė╩▒Ū░║¾┤▄Č»ę²Ų╬¾▓ŅĪŻ
(3) ▓Ō┴┐Ū░ė”Į½ĄžĮ┼┬▌╦©Č╝š²│Ż┼ĪĮ¶ĪŻ
(4) šęš²╩▒ę╗Č©ę¬į┌└õ╠¼Ž┬Į°ąąŻ¼╚╚╠¼╩▒▓╗─▄šęųąą─ĪŻ
2Īó▓Ō┴┐╣²│╠
Į½┴Į┴¬ųßŲ„ū÷╔Ž╝Ū║┼▓óČįū╝Ż¼ėą╝Ū║┼┤”ų├ė┌┴Ń╬╗(┤╣ų▒╗“╦«ŲĮ╬╗ų├)ĪŻū░╔Žū©ė├╣żŠ▀╝▄╗“░┘Ęų▒ĒŻ¼čžū¬ūė╗žū¬ĘĮŽ“ūį┴Ń╬╗Ųę└┤╬ą²ū¬90°Īó180°Īó270°Ż¼═¼╩▒▓Ō┴┐├┐Ė÷╬╗ų├╩▒Ą─į▓ų▄╝õŽČα║═Č╦├µ╝õŽČbŻ¼▓ó░č╦∙▓Ō│÷Ą─╩²Š▌╝Ū┬╝į┌╚ń═╝ę╗╦∙╩ŠĄ─═╝─┌ĪŻĖ∙Š▌▓Ō┴┐Įß╣¹Ż¼Į½┴ĮČ╦├µ─┌Ą─Ė„ĄŃ╩²ųĄ╚ĪŲĮŠ∙╩²Ż¼░┤šš═╝Č■╦∙╩Š╝Ū║├ĪŻ
1-Čį┬ųŻ╗2-┐╔Ą„┬▌╦©Ż╗3-Ū┼│▀Ż╗4-░┘Ęų▒Ē
ū█║Ž╔Ž╩÷╩²Š▌Į°ąąĘų╬÷Ż¼╝┤┐╔┐┤│÷┴¬ųßŲ„Ą─ŪŃą▒Ūķ┐÷║═ąĶꬥ„š¹Ą─ĘĮŽ“ĪŻ
3ĪóĘų╬÷ėļ╝Ų╦Ń
ę╗░Ń└┤Į▓Ż¼ū¬ūė╦∙┤”Ą─ū┤╠¼▓╗═Ō║§ęįŽ┬╝ĖųųŻ║
┴¬ųßŲ„Č╦├µ▒╦┤╦▓╗ŲĮąąŻ¼┴Įū¬ūėĄ─ųąą─Ž▀╦õ▓╗į┌ę╗╠§ų▒Ž▀╔ŽŻ¼Ą½┴ĮĖ÷┴¬ųßŲ„Ą─ųąą─╚┤ŪĪ║├ŽÓ║ŽŻ¼╚ń═╝╦∙╩ŠĪŻĄ„š¹╩▒┐╔Į½3Īó4 ║┼ųß│ąĘų▒ęŲČ»δ1║═δ2ųĄŻ¼╩╣┴ĮĖ÷ū¬ūėųąą─Ž▀┴¼│╔ę╗╠§ų▒Ž▀Ūę┴¬ųßŲ„Č╦├µŲĮąąĪŻδ1Īóδ2ųĄ╝Ų╦Ń╣½╩Į┐╔Ė∙Š▌ŽÓ╦Ų╚²ĮŪą╬Ą─▒╚└²╣žŽĄ═ŲĄ╝Ą├│÷Ż¼╝┤
╩ĮųąŻ¼Δb=b1ŻŁb2Ż╗D ╩Ū┴¬ųßŲ„ų▒ŠČŻ╗L1╩Ū▒╗Ą„š¹┴¬ųßŲ„ų┴3 ║┼ųß│ąĄ─ŠÓ└ļŻ╗L2╩Ū3Īó4 ║┼ųß│ąų«╝õĄ─ŠÓ└ļĪŻ
┴ĮĖ÷┴¬ųßŲ„Ą─Č╦├µ╗źŽÓŲĮąąŻ¼Ą½ųąą─▓╗ųž║ŽŻ¼╚ń═╝╦∙╩ŠĪŻ
Ą„š¹╩▒┐╔Ęų▒Į½3Īó4 ║┼ųß│ą═¼ęŲ'1 d Ż¼į“┴ĮĖ÷ū¬ūė═¼ą─╣▓Ž▀ĪŻ
(3) ┴ĮĖ÷┴¬ųßŲ„Ą─Č╦├µ▓╗ŲĮąąŻ¼ųąą─ėų▓╗╬Ū║ŽŻ¼šŌ╩Ū│Ż╝¹Ą─Ūķ┐÷ĪŻ
4ĪóĄ„š¹╩▒Ą─į╩ąĒ╬¾▓Ņ
Ą„š¹ĄµŲ¼╩▒Ż¼ė”Į½▓Ō┴┐▒Ē╝▄╚ĪŽ┬╗“╦╔┐¬Ż¼į÷╝§ĄµŲ¼Ą─ĄžĮ┼╝░ĄµŲ¼╔ŽĄ─╬█╬’ė”ŪÕ└ĒĖ╔Š╗Ż¼ūŅ║¾┼ĪĮ¶ĄžĮ┼┬▌╦©╩▒ė”░č═Ō╝ėĄ─ą©ą╬╠·╗“Ū¦Į’Ą╚ų¦│┼╬’─├Ą¶Ż¼▓ó╝Ó╩ė░┘Ęų▒Ē╩²ųĄĄ─▒õ╗»ĪŻų┴ė┌┴¬ųßŲ„šęųąą─Ą─į╩ąĒ╬¾▓Ņ╦µ┴¬ųßŲ„ą╬╩ĮĄ─▒õ╗»Č°▓╗═¼Ż¼Š▀╠Õ┐╔▓╬┐╝▒Ē╦∙╩ŠĪŻ
▒Ē┴¬ųßŲ„šęųąą─Ą─į╩ąĒ╬¾▓Ņ(mm)
┴¬ųßŲ„└Ó▒
ų▄ŠÓ(alŻ¼a2Īóa3Īóa4╚╬ęŌ┴Į╩²ų«▓Ņ)
├µŠÓ(ó±Īóó“Īóó¾Īóó¶╚╬ęŌ┴ĮĘ¾ų«▓Ņ)
ĖšąįėļĖšąį
0.04
0.03
Ėšąįėļ░ļ─ėąį
0.05
0.04
─ėąįėļ─ėąį
0.06
0.05
│▌┬ų╩Į
0.10
0.05
Ą»╗╔╩Į
0.08
0.06
┤╦═ŌŻ¼╦µū┼į╦ąą╠§╝■Ą─Ė─▒õŻ¼╚ń╦«▒├╩õ╦═Ė▀╬┬╦«(60Īµęį╔Ž)╗“╦«▒├▓╔ė├Ų¹┬ų╗·Ū²Č»╩▒Ż¼ė”Ęų▒Į½╦«▒├║═Ų¹┬ų╗·ū¬ūėę“╩▄╚╚┼“š═Č°╩╣ųąą─╔²Ė▀Ą─Ūķ┐÷ėļ┴¬ųßŲ„ųąą─Ą─╣½╩Į╝Ų╦Ń╩²ųĄū█║ŽŲ└┤╝ėęį┐╝┬ŪĪŻ└²╚ńŻ¼░▓ū░į┌═¼ę╗Ė÷Ąūū∙╔ŽĄ─Ąń╗·║═╦«▒├Ż¼╚¶╩õ╦═╦«╬┬į┌60Īµ╩▒Ż¼Ąń╗·į╝ąĶ╠¦Ė▀0.40—0.60mmŻ¼▓┼─▄▒Żųżį╦ąąųą╦«▒├║═Ąń╗·Ą─ųßųąą─ŪĪ║├Čįū╝ĪŻ
┴∙Īóų▒ųß╣żū„
Ą▒ųßĘó╔·═õŪ·╩▒Ż¼╩ūŽ╚ė”į┌╩ę╬┬ū┤╠¼Ž┬ė├░┘Ęų▒ĒČįš¹Ė÷ųß│żĮ°ąą▓Ō┴┐Ż¼ĘĮĘ©╚ńŪ░├µ╦∙╩÷Ż¼▓ó╗µųŲ│÷═õŪ·Ū·Ž▀Ż¼╚ĘČ©│÷═õŪ·▓┐╬╗║══õŪ·Č╚(ųߥ─╚╬ęŌČŽ├µųąŻ¼ŽÓČį╬╗ų├Ą─ūŅ┤¾╠°Č»ųĄėļūŅąĪųĄų«▓ŅĄ─1Ż»2)Ą─┤¾ąĪĪŻŲõ┤╬Ż¼╗╣ė”ČįųßĮ°ąą╝ņ▓ķ╣żū„ĪŻ
ČįųßĮ°ąą╝ņ▓ķ╣żū„Ż║
(1) ╝ņ▓ķ┴č╬ŲČįųßūŅ┤¾═õŪ·ĄŃ╦∙į┌Ą─Ū°ė“Ż¼ė├Į■├║ė═║¾═┐░ūĘ█╗“Ųõ╦¹Ą─ĘĮĘ©└┤╝ņ▓ķ┴č╬ŲŻ¼▓óį┌ąŻų▒ųßŪ░Į½ŲõŽ¹│²ĪŻŽ¹│²┴č╬ŲŪ░Ż¼ąĶė├┤“─źĘ©Īó│ĄŽ„Ę©╗“│¼╔∙▓©Ę©Ą╚▓ŌČ©│÷┴č╬ŲĄ─╔ŅČ╚ĪŻČįĮŽŪß╬óĄ─┴č╬Ų┐╔Į°ąąą▐Ė┤Ż¼ęįĘ└ų▒ųß╣²│╠ųą┴č╬Ų└®š╣Ż╗╚¶┴č╬ŲĄ─╔ŅČ╚ė░ŽņĄĮųߥ─Ū┐Č╚Ż¼į“ė”Ą▒ėĶęįĖ³╗╗ĪŻ┴č╬ŲŽ¹│²║¾Ż¼ąĶū÷ū¬ūėĄ─ŲĮ║Ō╩įčķŻ¼ęį├ų▓╣ųߥ─▓╗ŲĮ║ŌĪŻ
(2) ╝ņ▓ķė▓Č╚Čį╝ņ▓ķ┴č╬Ų┤”╝░Ųõ╦─ų▄š²│Ż▓┐╬╗Ą─ųß▒Ē├µĘų▒▓Ō┴┐ė▓Č╚Ż¼šŲ╬š═õŪ·▓┐╬╗Į╩¶Įß╣╣Ą─▒õ╗»│╠Č╚Ż¼ęį╚ĘČ©š²╚ĘĄ─ų▒ųßĘĮĘ©ĪŻ┤Ń╗Ą─ųßį┌ąŻų▒Ū░ė”Į°ąą═╦╗┤”└ĒĪŻ
(3) ╝ņ▓ķ▓─ų╩╚ń╣¹Čįųߥ─▓─┴Ž▓╗─▄┐ŽČ©Ż¼ė”╚Īč∙Ęų╬÷ĪŻį┌ų¬Ą└ĖųĄ─╗»č¦│╔Ęų║¾Ż¼▓┼─▄Ė³║├Ąž╚ĘČ©ų▒ųßĘĮĘ©╝░╚╚┤”└Ē╣żęšĪŻį┌╔Ž╩÷╝ņ▓ķ╣żū„╚½▓┐═Ļ│╔ęį║¾Ż¼╝┤┐╔čĪį±╩╩Ą▒Ą─ų▒ųßĘĮĘ©║═╣żŠ▀Į°ąąų▒ųß╣żū„ĪŻų▒ųߥ─ĘĮĘ©ėą╗·ąĄ╝ėč╣Ę©Īó─Ē┤“Ę©ĪóŠų▓┐╝ė╚╚Ę©ĪóŠų▓┐╝ė╚╚╝ėč╣Ę©║═ė”┴”╦╔│┌Ę©Ą╚ĪŻŽ┬├µŠ═ę╗ę╗╝ėęįĮķ╔▄ĪŻ
1Īó ─Ē┤“Ę©(└õų▒ųßĘ©)
─Ē┤“Ę©Š═╩Ūį┌ųß═õŪ·Ą─░╝Ž┬▓┐ė├─Ē░¶Į°ąą─Ē┤“š±Č»Ż¼╩╣░╝┤”(Ž╦╬¼▒╗č╣╦§Č°╦§Č╠Ą─▓┐Ęų)Ą─Į╩¶Ęųūė╝õĄ──┌Š█┴”╝§ąĪČ°╩╣Į╩¶Ž╦╬¼čė│żŻ¼═¼╩▒─Ē┤“┤”Ą─ųß▒Ē├µĮ╩¶▓·╔·╦▄ąį▒õą╬Ż¼ŲõųąĄ─Ž╦╬¼Š▀ėą┴╦▓ąėÓ╔ņ│żŻ¼ę“Č°┤’ĄĮ┴╦ų▒ųߥ──┐Ą─ĪŻ
─Ē┤“╩▒Ą─╗∙▒Š▓ĮųĶ╬¬Ż║
(1) Ė∙Š▌Čįųß═õŪ·Ą─▓Ō┴┐Įß╣¹Ż¼╚ĘČ©ų▒ųߥ─╬╗ų├▓óū÷║├╝Ū║┼ĪŻ
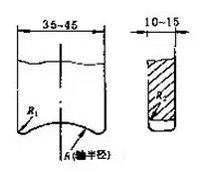
(2) čĪį±╩╩Ą▒Ą──Ē┤“ė├Ą──Ē░¶ĪŻ─Ē░¶Ą─▓─┴Žę╗░ŃčĪė├45#ĖųŻ¼Ųõ┐ĒČ╚╦µųߥ─ų▒ŠČČ°Č©(ę╗░Ń╬¬15Ī½40mm)Ż¼─Ē░¶Ą─╣żū„Č╦▒žąļėļųß├µį▓╗ĪŽÓĘ¹Ż¼▒▀įĄė”Ž„į▓╬▐╝ŌĮŪ(R1=2Ī½3mm)Ż¼ęįĘ└╦╔╦ųß├µĪŻį┌─Ē░¶Čź▓┐ŠĒŲ║¾Ż¼ė”╝░╩▒ą▐Ė┤╗“Ė³╗╗Ż¼ęį├Ō┤“╗Ą▒├ųßĪŻ─Ē░¶ą╬ū┤╚ń═╝╦∙╩ŠĪŻ
ų▒ųß╩▒Ż¼Į½ųß░╝├µŽ“╔ŽĘ┼ų├Ż¼į┌ūŅ┤¾═õŪ·ČŽ├µŽ┬▓┐ė├ė▓─Šų¦│┼▓óĄµęįŪ”░ÕŻ¼╚ń═╝╦∙╩ŠĪŻ
┴Ē═ŌŻ¼ų▒ųß╩▒ūŅ║├░čųßĘ┼į┌ū©ė├Ą─╠©╝▄╔Ž▓óĮ½ųß┴ĮČ╦Ž“Ž┬č╣Ż¼ęį╝ė╦┘Į╩¶ĘųūėĄ─š±Č»Č°╩╣Ž╦╬¼╔ņ│żĪŻ
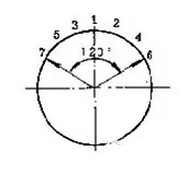
(4) ─Ē┤“Ą─ĘČ╬¦╬¬į▓ų▄Ą─1Ż»3Ż©╝┤120°)Ż¼┤╦ĘČ╬¦ė”įżŽ╚į┌ųß╔Ž▒Ļ│÷ĪŻ─Ē┤“╩▒Ą─ųߎ“│żČ╚┐╔Ė∙Š▌ųß═õŪ·Ą─┤¾ąĪĪóųߥ─▓─ų╩╝░ųߥ─▒Ē├µė▓╗»│╠Č╚└┤Š÷Č©Ż¼ę╗░Ń┐žųŲį┌50Ī½l00mmĄ─ĘČ╬¦ų«─┌ĪŻ─Ē┤“╦│ą“░┤Čį│Ų╬╗ų├Į╗╠µĮ°ąąŻ¼─Ē┤“Ą─┤╬╩²╬¬ųą╝õČÓĪó┴Į▓Ó╔┘Ż¼╚ń═╝╦∙╩ŠĪŻ
(5) ─Ē┤“╩▒┐╔ė├1Ī½2kgĄ─╩ų┤ĖŪ├┤“─Ē░¶Ż¼─Ē░¶Ą─ųąą─Ž▀ė”Čįū╝ųß╔ŽĄ─╦∙▒ĻĘČ╬¦Ż¼┤Ė╗„╩▒Ą─┴”┴┐ųąĄ╚╝┤┐╔Č°▓╗─▄╣²┤¾ĪŻ
(6) ├┐┤“═Ļę╗┤╬Ż¼ė”ė├░┘Ęų▒Ē╝ņ▓ķ═õŪ·Ą─▒õ╗»Ūķ┐÷ĪŻę╗░Ń│§Ų┌Ą─╔ņų▒ĮŽ┐ņŻ¼Č°║¾ę“ųß▒Ē├µė▓╗»Č°╔ņų▒╦┘Č╚╝§┬²ĪŻ╚ń╣¹─│═õŪ·┤”Ą──Ē┤“ęč╬▐Žįų°ą¦╣¹Ż¼į“ė”═Żų╣─Ē┤“▓óšę│÷įŁę“Ż¼╚ĘČ©ą┬Ą─╩╩Ą▒╬╗ų├į┘ąą─Ē┤“Ż¼ų▒ų┴ąŻš²╬¬ų╣ĪŻ
(7) ─Ē┤“ų▒ųß║¾Ż¼ųߥ─ąŻų▒ė”Ž“įŁ═õŪ·Ą─Ę┤ĘĮŽ“╔į╣²═õ0.02Ī½0.03mmŻ¼╝┤╔įąŻ╣²ę╗ą®ĪŻ
(8) ╝ņ▓ķųß═õŪ·┤’ĄĮąĶę¬╩²ųĄ╩▒Ż¼─Ē┤“╣żū„╝┤┐╔═Żų╣ĪŻ┤╦╩▒ė”ČįųßĖ„Ė÷ČŽ├µĮ°ąą╚½├µĪóūąŽĖĄ─▓Ō┴┐Ż¼▓óū÷║├╝Ū┬╝ĪŻ
(9) ūŅ║¾Ż¼Čį─Ē┤“ųßį┌300Ī½400ĪµĮ°ąąĄ═╬┬╗ž╗Ż¼ęįŽ¹│²ųߥ─▒Ē├µė▓╗»╝░Ę└ų╣ųßąŻų▒║¾Ė┤ėų═õŪ·ĪŻ
╔Ž╩÷Ą─└õų▒Ę©╩Ūį┌╣żū„ųąė”ė├ĮŽČÓĄ─ų▒ųßĘĮĘ©Ż¼Ą½╦³ę╗░Ńų╗╩╩ė┌ųߊ▒ĮŽąĪŪęųß═õŪ·į┌0.2mm ū¾ėęĄ─ųßĪŻ┤╦Ę©Ą─ė┼ĄŃ╩Ūų▒ųߊ½Č╚Ė▀Ż¼ęūė┌┐žųŲŻ¼ė”┴”╝»ųąĮŽąĪŻ¼ųßąŻų▒╣²│╠ųą▓╗╗ßĘó╔·┴č╬ŲĪŻŲõ╚▒ĄŃ╩Ūų▒ųß║¾į┌ę╗ąĪČ╬ųߥ─▓─┴Ž─┌▓┐▓ą┴¶ėąč╣╦§ė”┴”Ż¼Ūęų▒ųߥ─╦┘Č╚ĮŽ┬²ĪŻ
2Īó─┌ė”┴”╦╔│┌Ę©
┤╦Ę©╩Ū░č▒├ųߥ─═õŪ·▓┐Ęųš¹Ė÷į▓ų▄Č╝╝ė╚╚ĄĮ╩╣Ųõ─┌▓┐ė”┴”╦╔│┌Ą─╬┬Č╚(Ą═ė┌Ė├ųß╗ž╗╬┬Č╚30Ī½50ĪµŻ¼ę╗░Ń╬¬600Ī½650Īµ)Ż¼▓óė”╚╚═ĖĪŻį┌┤╦╬┬Č╚Ž┬╩®╝ė═Ō┴”Ż¼╩╣ųß▓·╔·ėļįŁ═õŪ·ĘĮŽ“ŽÓĘ┤Ą─Īóę╗Č©│╠Č╚Ą─Ą»ąį▒õą╬Ż¼▒Ż│ųę╗Č©╩▒╝õĪŻšŌč∙Ż¼Į╩¶▓─┴Žį┌Ė▀╬┬║═ė”┴”ū„ė├Ž┬▓·╔·ūįĘóĄ─ė”┴”Ž┬ĮĄĄ─╦╔│┌ŽųŽ¾Ż¼╩╣▓┐ĘųĄ»ąį▒õą╬ū¬▒õ│╔╦▄ąį▒õą╬Ż¼┤ėČ°┤’ĄĮų▒ųߥ──┐Ą─ĪŻ
ąŻų▒Ą─▓ĮųĶ╬¬Ż║
(1) ▓Ō┴┐ųß═õŪ·Ż¼╗µųŲųß═õŪ·Ū·Ž▀ĪŻ
(2) į┌ūŅ┤¾═õŪ·ČŽ├µĄ─š¹ą▐į▓ų▄╔ŽĮ°ąąŪÕ└ĒŻ¼╝ņ▓ķėą╬▐┴č╬ŲĪŻ
(3) Į½ųßĘ┼į┌╠žųŲĄ─Īó╔Ķėąū¬Č»ū░ų├║═╝ėč╣ū░ų├Ą─ū©ė├╠©╝▄╔ŽŻ¼░čųߥ─═õŪ·┤”═╣├µŽ“╔ŽĘ┼║├Ż¼į┌╝ė╚╚┤”▓Ó├µū░ę╗┐ķ░┘Ęų▒ĒĪŻ╝ė╚╚Ą─ĘĮĘ©┐╔ė├ĄńĖąė”Ę©Ż¼ę▓┐╔ė├ĄńūĶ╦┐Ąń┬»Ę©ĪŻ╝ė╚╚╬┬Č╚▒žąļĄ═ė┌įŁĖų▓─╗ž╗╬┬Č╚20—30ĪµŻ¼ęį├Ōę²ŲĖų▓─ąį─▄Ą─▒õ╗»ĪŻ▓Ō╬┬╩▒╩Ūė├╚╚Ąń┼╝ų▒Įė▓Ō┴┐▒╗╝ė╚╚┤”ųß▒Ē├µĄ─╬┬Č╚ĪŻų▒ųß╩▒Ż¼╝ė╚╚╔²╬┬▓╗┼╠ųßĪŻ
(4) Ą▒═õŪ·ĄŃĄ─╬┬Č╚┤’ĄĮ╣µČ©Ą─╦╔│┌╬┬Č╚╩▒Ż¼▒Ż│ų╬┬Č╚1hŻ¼╚╗║¾į┌įŁ═õŪ·Ą─Ę┤ĘĮŽ“(═╣├µ)┐¬╩╝╝ėč╣ĪŻ╩®┴”ĄŃŠÓūŅ┤¾═õŪ·ĄŃįĮĮ³įĮ║├Ż¼Č°ų¦│ąĄŃŠÓūŅ┤¾═õŪ·ĄŃįĮįČįĮ║├ĪŻ╩®╝ė═Ō┴”Ą─┤¾ąĪė”Ė∙Š▌ųß═õŪ·Ą─│╠Č╚Īó╝ė╚╚╬┬Č╚Ą─Ė▀Ą═ĪóĖų▓─Ą─╦╔│┌╠žąįĪó╝ėč╣ū┤╠¼Ž┬▒Ż│ųĄ─╩▒╝õ│żČ╠╝░═Ō╝ė┴”┴┐╦∙įņ│╔Ą─ųߥ──┌▓┐ė”┴”┤¾ąĪ└┤ū█║Ž┐╝┬Ū╚ĘČ©ĪŻ
(5) ė╔╩®╝ė═Ō┴”╦∙ę²ŲĄ─ųß─┌▓┐ė”┴”ę╗░Ńė”ąĪė┌0.5MPaŻ¼ūŅ┤¾▓╗│¼╣²0.7MPaĪŻĘ±į“Ż¼ė”ęį0.5Ī½0.7MPa Ą─ė”┴”╚ĘČ©│÷ųߥ─ūŅ┤¾─ėČ╚Ż¼▓óĘųČÓ┤╬╩®╝ė═Ō┴”Ż¼ūŅųš╩╣ųß═õŪ·┤”ąŻų▒ĪŻ
(6) ╝ėč╣║¾ė”▒Ż│ų2Ī½5hĄ─╬╚Č©╩▒╝õŻ¼▓óį┌┤╦╩▒╝õ─┌▓╗▒õČ»╬┬Č╚║═č╣┴”ĪŻ╩®╝ė═Ō┴”ė”ėļųß├µ┤╣ų▒ĪŻ
(7) č╣┴”╬¼│ų2Ī½5h║¾╚ĪŽ¹═Ō┴”Ż¼▒Ż╬┬1hŻ¼├┐Ė¶5minĮ½ųß┼╠Č»180°Ż¼╩╣ųß╔ŽŽ┬╬┬Č╚Š∙į╚ĪŻ
(8) ▓Ō┴┐ųß═õŪ·Ą─▒õ╗»Ūķ┐÷Ż¼╚ń╣¹ę芣┤’ĄĮę¬Ū¾Ż¼į“┐╔ęįĮ°ąąų▒ųß║¾Ą─╬╚Č©═╦╗┤”└ĒŻ╗╚¶ųßąŻų▒Ą├╣²┴╦═ĘŻ¼ąĶ═∙╗žų▒ų߯¼į“╦∙ąĶĄ─ė”┴”║═─ėČ╚ė”▒╚Ą┌ę╗┤╬ų▒ųß╩▒╦∙ę¬Ū¾Ą─╩²ųĄ╝§ąĪę╗░ļĪŻ
▓╔ė├┤╦ĘĮĘ©ų▒ųß╩▒ė”ūóęŌęįŽ┬╩┬ŽŅŻ║
(1) ╝ė┴”╩▒ė”╗║┬²Ż¼ĘĮŽ“꬚²Čįųß═╣├µŻ¼ū┼┴”ĄŃė”Ąµęį┬┴Ųż╗“ūŽ═ŁŲżŻ¼ęį├Ō▓┴╔╦ųß▒Ē├µĪŻ
(2) ╝ėč╣╣²│╠ųąŻ¼ųߥ─ū¾ėę(║ߎ“)ė”╝ėū░░┘Ęų▒Ē╝Ó╩ė║ߎ“▒õ╗»ĪŻ
(3) į┌╝ė╚╚┤”╝░ĖĮĮ³Ż¼ė”ė├╩»├▐▓Ń░³į·Š°╚╚ĪŻ
(4) ╝ė╚╚╩▒ūŅ║├▓╔ė├┴ĮĖ÷╚╚Ąń┼╝▓Ō╬┬Ż¼═¼╩▒ė├Ųš═©╬┬Č╚╝Ų▓Ō┴┐╝ė╚╚ĄŃĖĮĮ³┤”Ą─╬┬Č╚└┤ąŻČį╚╚Ąń┼╝╬┬Č╚ĪŻ
(5) ų▒ųß╩▒Ż¼Ą┌ę╗┤╬Ą─╝ė╚╚╬┬╔²╦┘Č╚ęį100Ī½120ĪµŻ»h╬¬ę╦Ż¼Ą▒╬┬Č╚╔²ų┴ūŅĖ▀╬┬Č╚║¾Į°ąą╝ėč╣Ż╗╝ėč╣Įß╩°║¾Ż¼ęį50Ī½100ĪµŻ»hĄ─╦┘Č╚ĮĄ╬┬Į°ąą└õ╚┤Ż¼Ą▒╬┬Č╚ĮĄų┴100Īµ╩▒Ż¼┐╔į┌╩ę╬┬Ž┬ūį╚╗└õ╚┤ĪŻ
(6) ųßė”į┌ū¬Č»ū┤╠¼Ž┬Į°ąąĮĄ╬┬└õ╚┤Ż¼šŌč∙▓┼─▄▒Żųż└õ╚┤Š∙į╚Īó╩š╦§ę╗ų┬Ż¼ųߥ─═õŪ·ČźĄŃ▓╗╗ßĖ─▒õ╬╗ų├ĪŻ
(7) ╚¶ų▒ųß┤╬╩²│¼╣²┴Į┤╬ęį║¾Ż¼į┌ėą░č╬šĄ─Ūķ┐÷Ž┬┐╔Į½ūŅ║¾ę╗┤╬ų▒ųßėļ═╦╗┤”└ĒĮß║Žį┌ę╗ŲĮ°ąąĪŻ─┌ė”┴”╦╔│┌Ę©╩╩ė├ė┌╚╬║╬└Óą═Ą─ų߯¼Č°Ū깦╣¹║├Īó░▓╚½┐╔┐┐Ż¼į┌╩Ą╝╩╣żū„ųąė”ė├Ą─ę▓║▄ČÓĪŻ╣žė┌─┌ė”┴”╦╔│┌Ę©Ą─╩®╝ė═Ō┴”Ą─╝Ų╦ŃŻ¼šŌ└’Š═▓╗į┘Įķ╔▄Ż¼ė”ė├╩▒┐╔▓╬į─ėą╣žĄ─╝╝╩§╩ķ╝«ųąĄ─╝Ų╦Ń╣½╩ĮĪŻ
3ĪóŠų▓┐╝ė╚╚Ę©
šŌųųĘĮĘ©╩Ūį┌▒├ųߥ─═╣├µ║▄┐ņĄžĮ°ąąŠų▓┐╝ė╚╚Ż¼╚╦╬¬Ąž╩╣ųß▓·╔·│¼╣²▓─┴ŽĄ»ąį╝½Ž▐Ą─Ę┤č╣╦§ė”┴”ĪŻĄ▒ųß└õ╚┤║¾Ż¼═╣├µ▓ÓĄ─Į╩¶Ž╦╬¼▒╗č╣╦§Č°╦§Č╠Ż¼▓·╔·ę╗Č©Ą─═õŪ·Ż¼ęį┤’ĄĮų▒ųߥ──┐Ą─ĪŻŠ▀╠ÕĄ─▓┘ū„ĘĮĘ©╬¬Ż║
(1) ▓Ō┴┐ųß═õŪ·Ż¼╗µųŲųß═õŪ·Ū·Ž▀ĪŻ
(2) į┌ūŅ┤¾═õŪ·ČŽ├µĄ─š¹Ė÷į▓ų▄╔ŽŪÕ└ĒĪó┴č╬ŲĄ─Ūķ┐÷ĪŻ╝ņ▓ķ▓ó╝Ū┬╝║├
(3) Į½ųß═╣├µŽ“╔ŽĘ┼ų├į┌ū©ė├╠©╝▄╔ŽŻ¼į┌┐┐Į³╝ė╚╚┤”Ą─┴Į▓Óū░╔Ž░┘Ęų▒Ēęį╣█▓ņ╝ė╚╚║¾Ą─▒õ╗»ĪŻ
(4) ė├╩»├▐▓╝░čūŅ┤¾═õŪ·┤”░³Ų└┤Ż¼ęįūŅ┤¾═õŪ·ĄŃ╬¬ųąą─░č╩»├▐▓╝┐¬│÷│żĘĮą╬Ą─╝ė╚╚┐ūĪŻ╝ė╚╚┐ū│żČ╚(čžį▓ų▄ĘĮŽ“)į╝╬¬Ė├┤”ųߊȥ─25ŻźĪ½30ŻźŻ¼┐ūĄ─┐ĒČ╚(čžųߎ▀ĘĮŽ“)ėļ═õŪ·Č╚ėą╣žŻ¼į╝╬¬Ė├┤”ų▒ŠČĄ─10Żźę╗15ŻźĪŻ
(5) čĪė├ĮŽąĪĄ─5Īó6 ║┼╗“7 ║┼║ĖūņČį╝ė╚╚┐ū┤”Ą─ųß├µ╝ė╚╚ĪŻ╝ė╚╚╩▒║ĖūņŠÓųß├µį╝15Ī½20mmŻ¼Ž╚┤ė┐ūųąą─┐¬╩╝Ż¼╚╗║¾Ž“┴Į▓ÓęŲČ»Ż¼Š∙į╚ĄžĪóų▄Ų┌ĄžęŲČ»╗ūņĪŻĄ▒╝ė╚╚ų┴500Ī½550Īµ╩▒(ųß▒Ē├µ│╩░Ą║ņ╔½)Ż¼┴ó╝┤ė├╩»├▐▓╝░č╝ė╚╚┐ūĖŪŲ└┤Ż¼ęį├Ō└õ╚┤╣²┐ņČ°╩╣ųß▒Ē├µė▓╗»╗“▓·╔·┴č╬ŲĪŻ
(6) į┌ąŻš²ĮŽąĪų▒ŠČĄ─▒├ųß╩▒Ż¼ę╗░Ń┐╔▓╔ė├╣█▓ņ╚╚═õŪ·ųĄĄ─ĘĮĘ©└┤┐žųŲ╝ė╚╚╩▒╝õĪŻ╚╚═õŪ·ųĄ╩ŪĄ▒ė├╗ūņ╝ė╚╚ųߥ─═╣Ų▓┐Ęų╩▒Ż¼ųߊ═╗ß▓·╔·Ė³╝ėŽ“╔ŽĄ─═╣ŲŻ¼į┌╝ė╚╚Ū░ū┤╠¼ėļ╝ė╚╚║¾ū┤╠¼Ą─ųߎ▀Ą─░┘Ęų▒ĒČ┴╩²▓Ņ(į┌ūŅ┤¾═õŪ·ČŽ├µĖĮĮ³)ĪŻę╗░Ń╚╚═õŪ·ųĄ╬¬ųß╔ņų▒┴┐Ą─8Ī½17 ▒ČŻ¼╝┤ųß╝ė╚╚═╣Ų0.08Ī½0.17mm╩▒Ż¼ųß└õ╚┤║¾┐╔ąŻų▒0.0lmmŻ¼Š▀╠ÕŪķ┐÷ėļųߥ─│żŠČ▒╚╝░▓─┴Žėą╣žĪŻČįę╗Ė∙ųߥ┌ę╗┤╬╝ė╚╚║¾Ą─╚╚═õŪ·ųĄėļųߥ─╔ņ│ż┴┐ų«╝õĄ─╣žŽĄŻ¼ė”ū„╬¬Ž┬ę╗┤╬╝ė╚╚ų▒ųߥ─ę└Š▌ĪŻ
(7) Ą▒ųß└õ╚┤ĄĮ│Ż╬┬║¾Ż¼ė├░┘Ęų▒Ē▓Ō┴┐ųß═õŪ·▓ó╗Ł│÷═õŪ·Ū·Ž▀ĪŻ╚¶╬┤┤’ĄĮį╩ąĒĘČ╬¦Ż¼į“ė”į┘┤╬ąŻų▒ĪŻ╚ń╣¹ųߥ─ūŅ┤¾═õŪ·┤”į┘┤╬╝ė╚╚╬▐ą¦╣¹Ż¼ė”į┌įŁ╝ė╚╚┤”ųߎ“ęŲČ»ę╗╬╗ų├Ż¼═¼╩▒ė├┴ĮĖ÷║Ėūņ╦│ą“Šų▓┐╝ė╚╚ąŻš²ĪŻ
(8) ųߥ─ąŻš²ė”╔įėą╣²═õŻ¼╝┤ė”ėąėļįŁ═õŪ·ĘĮŽ“ŽÓĘ┤Ą─0.01Ī½0.03mmĄ─═õŪ·ųĄŻ¼┤²ųß═╦╗┤”└Ē║¾Ż¼šŌę╗╣²═õųĄ╝┤┐╔Ž¹╩¦ĪŻ
į┌╩╣ė├Šų▓┐╝ė╚╚Ę©╩▒ė”ūóęŌęįŽ┬╬╩╠ŌŻ║
(1) ų▒ųß╣żū„ė”į┌╣ŌŽ▀ĮŽ░ĄŪę├╗ėą┐šŲ°┴„Č»Ą─╩ę─┌Į°ąąĪŻ
(2) ╝ė╚╚╬┬Č╚▓╗Ą├│¼╣²500Ī½550ĪµŻ¼į┌╣█▓ņųß▒Ē├µčš╔½╩▒▓╗─▄┤°ėą╔½č█ŠĄĪŻ
(3) ų▒ųß╦∙ąĶĄ─ė”┴”┤¾ąĪ┐╔ė├┴ĮųųĘĮĘ©Ą„Į┌Ż¼ę╗╩Ūį÷╝ė╝ė╚╚Ą─▒Ē├µŻ╗Č■╩Ūį÷╝ė▒╗╝ė╚╚ųߥ─Į╩¶▓ŃĄ─╔ŅČ╚ĪŻ
(4) Ą▒ųßėąŠų▓┐╦╔╦Īóų▒ųß▓┐╬╗Šų▓┐ėą▒Ē├µĖ▀ė▓Č╚╗“▒├ųß▓─┴Ž╬¬║ŽĮĖų╩▒Ż¼ę╗░Ń▓╗ė”▓╔ė├Šų▓┐╝ė╚╚Ę©ų▒ųßĪŻūŅ║¾Ż¼ė”ČįąŻų▒Ą─ųßĮ°ąą╚╚┤”└ĒŻ¼ęį├ŌŲõį┌Ė▀╬┬╗ĘŠ│ųąĖ┤ėų═õŪ·Ż¼Č°į┌│Ż╬┬Ž┬╣żū„Ą─ųßį“▓╗▒žĮ°ąą╚╚┤”└ĒęÓ┐╔ĪŻ
4Īó╗·ąĄ╝ėč╣Ę©
šŌųų, ĘĮĘ©╩Ū└¹ė├┬▌ą²╝ėč╣Ų„Į½ųß═õŪ·▓┐╬╗Ą─═╣├µŽ“Ž┬č╣Ż¼┤ėČ°╩╣Ė├▓┐╬╗Į╩¶Ž╦╬¼č╣╦§Ż¼░čųßąŻų▒╣²└┤Ż¼╚ń═╝╦∙╩ŠĪŻ
╗·ąĄ╝ėč╣Ę©ų▒ųß
5ĪóŠų▓┐╝ė╚╚╝ėč╣Ę©
šŌųųĘĮĘ©ėų│Ų╬¬╚╚┴”╗·ąĄąŻųßĘ©Ż¼ŲõČįųߥ─╝ė╚╚▓┐╬╗Īó╝ė╚╚╬┬Č╚Īó╝ė╚╚╩▒╝õ╝░└õ╚┤ĘĮ╩ĮŠ∙ėļŠų▓┐╝ė╚╚Ę©ŽÓ═¼Ż¼╦∙▓╗═¼ĄŃŠ═╩Ūį┌╝ė╚╚ų«Ū░Ž╚ė├╝ėč╣╣żŠ▀į┌═õŪ·┤”ĖĮĮ³╩®┴”Ż¼╩╣ųß▓·╔·ėļįŁ═õŪ·ĘĮŽ“ŽÓĘ┤Ą─Ą»ąį▒õą╬ĪŻį┌╝ė╚╚ųßęį║¾Ż¼╝ė╚╚┤”Į╩¶┼“š═╩▄ūĶČ°╠ßŪ░┤’ĄĮŪ³Ę■╝½Ž▐▓ó▓·╔·╦▄ąį▒õą╬ĪŻ
šŌč∙ų▒ųß┤¾┤¾┐ņė┌Šų▓┐╝ė╚╚Ę©Ż¼├┐╝ė╚╚ę╗┤╬Č╝╩šĄĮĮŽ║├Ą─Įß╣¹ĪŻ╚¶Ą┌ę╗┤╬╝ė╚╚╝ėč╣┤”└Ē║¾Ą─═õŪ·▓╗║Ž▒Ļū╝Ż¼į“┐╔Į°ąąĄ┌Č■┤╬ĪŻĄ┌Č■┤╬╝ė╚╚╩▒╝õė”Ė∙Š▌│§┤╬╝ė╚╚Ą─ą¦╣¹└┤╚ĘČ©Ż¼Ą½ę¬ūóęŌį┌─│ę╗▓┐╬╗Ą─╝ė╚╚┤╬╩²ūŅČÓ▓╗─▄│¼╣²╚²┤╬ĪŻį┌▒ŠĮ┌╦∙Į▓Ą─╬Õųųų▒ųßĘĮĘ©ųąŻ¼╗·ąĄ╝ėč╣Ę©║═─Ē┤“Ę©ų╗╩╩ė├ė┌ų▒ŠČĮŽąĪĪó═õŪ·ĮŽąĪĄ─ų߯╗Šų▓┐╝ė╚╚Ę©║═Šų▓┐╝ė╚╚╝ėč╣Ę©╩╩ė├ė┌ų▒ŠČĮŽ┤¾Īó═õŪ·ĮŽ┤¾Ą─ų߯¼šŌ┴ĮųųĘĮĘ©Ą─ąŻų▒ą¦╣¹ĮŽ║├Ż¼Ą½ų▒ųß║¾ėą▓ąėÓė”┴”┤µį┌Ż¼Č°Ūęį┌ųßąŻų▒┤”ęūĘó╔·▒Ē├µ┤Ń╗Ż¼į┌į╦ąąųąęūė┌į┘┤╬▓·╔·═õŪ·Ż¼ę“Č°▓╗ę╦ė├ė┌ąŻš²║ŽĮĖų║═ė▓Č╚┤¾ė┌HBl80Ī½190 Ą─ų߯╗ė”┴”╦╔│┌Ę©į“╩╩ė┌╚╬║╬└Óą═Ą─ų߯¼Ūę░▓╚½┐╔┐┐Īóą¦╣¹║├Ż¼ų╗╩Ū▓┘ū„╩▒╝õę¬╔į│żę╗ą®ĪŻ
┐┤┴╦╔Ž├µĄ──┌╚▌Ż¼┤¾╝ęėą├╗ėąč¦ĄĮĖ³ČÓĄ─Č½╬„─žŻ┐ė╔ė┌─┌╚▌ĮŽČÓŻ¼╬ę├Ū╗ßĘų│╔╝ĖŲ┌└┤Į▓šŌĖ÷╗░╠ŌŻ¼ŽŻ═¹┤¾╝ę┴┬ĮŌŻ¼╚ń╣¹ėą╩▓├┤ę╔╬╩╗“š▀Į©ęķŻ¼┐╔ęį╦µ╩▒Ęó╦═ė╩╝■ų┴╬ę├Ū╣½╦ŠŲ¾ęĄė╩Žõsales@symade.cnŻ¼▓ó╣žūó╬ę├Ū╔Ž║Ż╔Ļę°▒├ęĄųŲįņėąŽ▐╣½╦Š╣┘ĘĮ═°šŠŻ║vietnam.ducklingrelief.cnŻ¼╗“š▀╣žūó╬ę├Ū╣½╦Š╣┘ĘĮ╬ó▓®Ż║╔Ž║Ż╔Ļę°▒├ęĄųŲįņėąŽ▐╣½╦ŠŻ¼╬ę├Ū╗ß╦µ╩▒╬¬┤¾╝ęĮŌ┤Ż¼▓ó│ųą°Ė³ą┬Ė³ČÓūŅą┬─┌╚▌ĪŻ
╦«▒├Ą─╩╣ė├╣²│╠ųąŻ¼─č├Ō╗ß┼÷ĄĮę╗ą®╣╩šŽ╗“š▀Ųõ╦¹╬╩╠ŌŻ¼Ė„╬╗╦«▒├ꥥ─┤ėęĄ╚╦į▒╗“š▀ŽÓ╣ž╚╦į▒╗“š▀╩╣ė├Ąź╬╗Ż¼ČÓ╔┘ę¬┴╦ĮŌę╗Ž┬ŽÓ╣žĄ─ū©ęĄų¬╩ČŻ¼ęį▒Ė╩╣ė├ĪŻŪ░╝Ė╠ņŻ¼╬ę├ŪĖ°┤¾╝ęĮķ╔▄┴╦į§├┤╬¼ą▐ČÓ╝Č▒├Ą─Ą┌ę╗▓┐ĘųŻ¼Į±╠ņ╬ę├Ū╔Ž║Ż╔Ļę°▒├ęĄųŲįņėąŽ▐╣½╦ŠĄ─╦«▒├ū©╝ęŠ═╬¬┤¾╝ęĮķ╔▄Ž┬į§├┤└┤╬¼ą▐ČÓ╝Č▒├Ą─Ą┌Č■▓┐ĘųĪŻŽŻ═¹┤¾╝ę─▄覥ĮĖ³ČÓĄ─Č½╬„Ż¼ū„│÷Ė³║├Ą─│╔╝©ĪŻ
╦«▒├░┤┴¬ųßŲ„šęš²
ę╗Īó┴¬ųßŲ„aĪób ╝õŽČĄ─▓Ō┴┐Ż©ė├░┘Ęų▒ĒŻ®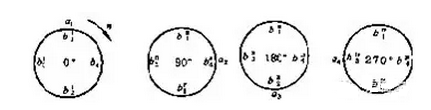
Č■ĪóaĪób ╝õŽČ╝Ū┬╝═╝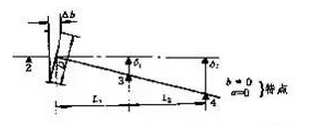
┴¬ųßŲ„═¼ą─Īó▓╗ŲĮąą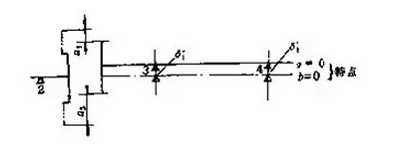
┴¬ųßŲ„▓╗ŲĮąąĪó▓╗═¼ą─
─Ē░¶ą╬ū┤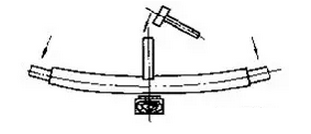


![]() ┐═╗¦Ę■╬±╚╚Ž▀
┐═╗¦Ę■╬±╚╚Ž▀
Customer Service Hotline

╔Ž║Ż╩ą╗ŲČ╔╣żęĄį░Ū°┤║ėĻ┬Ę336║┼


+86-021-69592389


 Ū▒╬█▒├│¦╝ęĖµ╦▀─ŃŪ▒╬█▒├
Ū▒╬█▒├│¦╝ęĖµ╦▀─ŃŪ▒╬█▒├
 ╦«▒├│¦╝ę└┤Į▓ĮŌę╗Ž┬│Ż╝¹
╦«▒├│¦╝ę└┤Į▓ĮŌę╗Ž┬│Ż╝¹




